





我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让管线管,镀锌钢管厂检验发货自己向您展示它的卓越品质和出色性能。
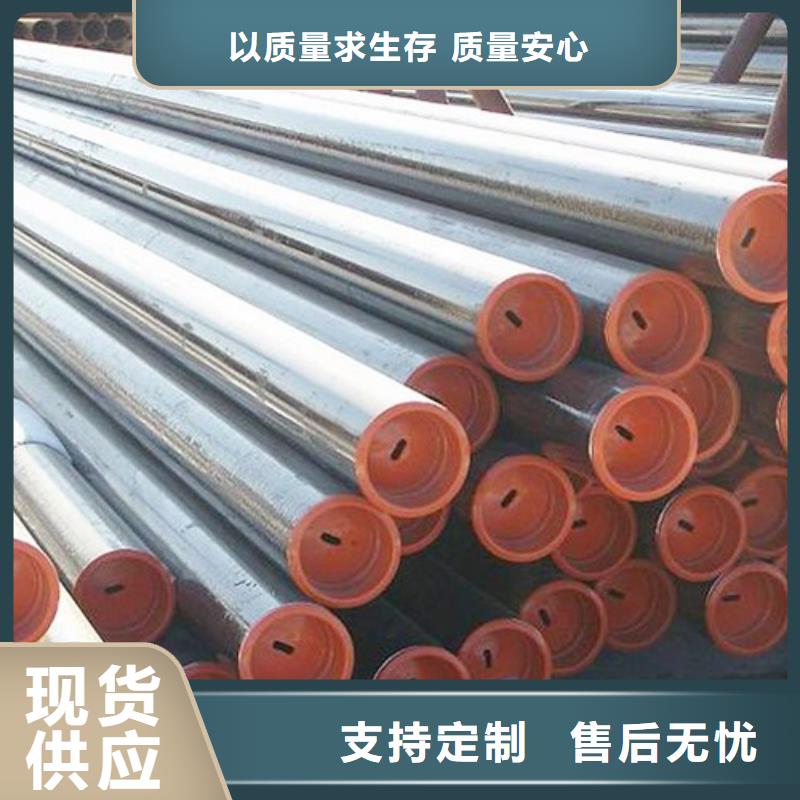
以下是:管线管,镀锌钢管厂检验发货的图文介绍
L360N管线管需要刷漆吗? L360N管线管热镀锌之后,表层覆盖了一层锌的镀层,使L360N管线管和空气分隔,避免了空气对L360N管线管的直接接触和生锈,得到了维护。因而济宁市热镀锌L360N管线管不论是表面的锌或是L360N管线管自身都得到了维护,不容易锈蚀,不用刷防腐漆。仅有当镀锌层被毁坏,(例如L360N管线管电焊焊接,接口处镀层损坏),L360N管线管外露于气体之中,失去镀锌层维护,才必须补刷防腐漆。热镀锌L360N管线管镀锌层己有防锈处理作用,并且一般安装方法要用法兰连接的,一般无需再刷防腐漆,除非是选用非传统的技术联接,如电焊焊接等,就必须把受毁坏镀锌层位置刷防腐漆。


L245N管线管激光切割方法 L245N管线管是用不锈钢铸件或耐磨橡胶精轧管经破孔制成毛管,接着经热扎、冷轧或冷拨制成。L245N管线管光纤激光切割的形式有很多种多样。下面为大伙儿详解广泛的L245N管线管激光切割方法。 1运用数控锯床。数控锯床的特征是伤口齐整方便快捷与施工工地电焊焊接,缺点是效率高太低,也就是比较慢。 2、运用人气力光纤激光切割。特点是快,效率高,缺点是割出入口的表面呈现锯齿形模样,防碍与建筑施工。 3、运用管道行走式自动切割机。运用管道行走式自动切割机的特征是耗费划算,割出入口光滑齐整,经历运用管道行走式自动切割机光纤激光切割以后无缝拼接L245N管线管的不锈钢板材L245N管线管和运用数控锯床的割口沒有较大的区别。



大口径管线管的优点: 1、焊接钢管是连续在线生产,壁厚越厚,机组及溶接设备的投资就越大,它就越不具有经济性和实用性。壁厚越薄,它的投入产出比就会相应下降。 2、该产品的工艺决一般焊接钢管精度高、壁厚均匀、管内外表光亮度高(钢板的表面等级决定的钢管表面亮度)、可任意定尺。因此,它在高精度、中低压流体应用方面体现了它的经济性及美观性。 3、L290N大口径钢管厂生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。


管线管焊接性质 管线管电焊焊接前焊接处尽量抛光处理 尽量把电焊焊接处的热镀锌层抛光处理掉,要不然会导致气泡、沙孔、假焊等。还会继续使焊接变脆,弯曲刚度减少。 管线管电焊焊接特点分析 管线管一般是在低碳钢外镀一层锌,热镀锌层一般在20um厚。锌的熔点在419°C,溶点908°C左右。在电焊焊接中,锌熔化成液态浮在熔池表面或在焊接根部位置。锌在铁中具有非常大固质量摩尔浓度,锌液态会沿位错多方面浸蚀焊接金属材质,低熔点锌造成“液态金属材质脆裂”。 此外,锌与铁可造成金属材质间延展性化合物,这类延展性相使焊接金属材质塑性形变降低,在拉应力场作用下而导致裂缝。 倘若电焊焊接角焊缝,尤其是在是T形联接头的角焊缝很容易导致通过裂缝。管线管电焊焊接时,焊缝表面及边缘处的锌层,在电孤热作用下,导致氧化、融化、蒸发以至挥传来奶白色烟尘和蒸汽,很容易导致焊接出排气口。 由于氧化而发生的ZnO,其熔点较高,约1800°C上下,若在电焊焊接整个过程中基本参数偏小,将导致ZnO焊疤,此外。由于Zn变为除氧剂。导致FeO-MnO或FeO-MnO-SiO2低熔点氢氧化物焊疤。其次,由于锌的蒸发,挥传来许多的奶白色烟尘,对人体有刺激、危害作用,因此,尽量把电焊焊接处的热镀锌层抛光处理处理掉。



扬州鹏鑫钢铁有限公司凭借雄厚的资金实力、先进的管理经验、优良的销售服务、严格的质量进货管 理体系和科学的整体营销手段,与您携手并进,共同发展。 公司经营以“诚信为本、客户至上”为原则,管理上坚持以人为本,服务上以客户为尊。 我公司将凭借良好的信誉,雄厚的实力,优质的 无缝钢管产品,低廉的价格服务于广大用户。

